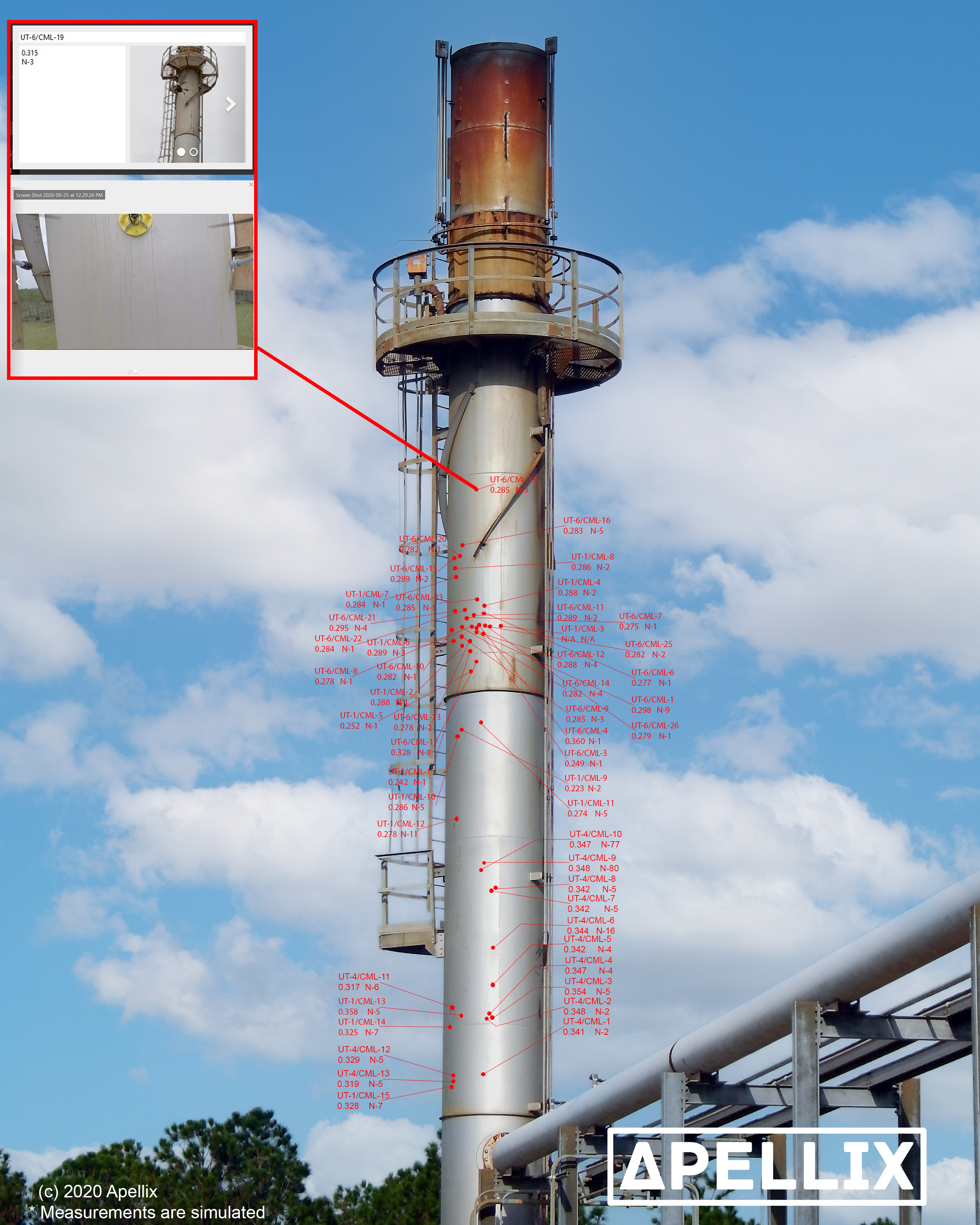
An example of flight details with UT measurement readings report from the Apellix Flightlogs system (note all numbers and values are illustrative) [6].
UT Measurement Collection
Electronic UT measurement devices have a long history of measuring ferrous substrates. According to a major manufacturer of these devices; “Most coatings on steel and iron are measured this way [7]” providing thickness readings frequently shown on a liquid crystal display (LCD) with a measurement tolerance of ±1% [8].
The Apellix Opus X UT system is a new technology. Its operation is constrained by wind and rain, and the system cannot prepare the surface being tested. As an airborne device, operations are dependent on good weather and performs optimally in wind speeds less than 10 knots. Reduced performance is observed above that level and we generally do not fly in winds above 17 knots. Oxidation or other degradation of the surface may interfere with the onboard sensor obtaining a valid reading due to the age of the stack. Thus if a conventional UT sensor with appropriate couplant is unable to obtain valid measurement readings, the Apellix system will also not be able to obtain measurement.
Standards based measurement data
Information from robotic inspection systems including that of the Apellix Opus X series systems are typically compared to pre-specified requirements and standards. These requirements and standards determine if the item or activity is compliant with traditional nondestructive testing standards. This in turn forms the basis for inspection procedures which enable trained personnel to scientifically evaluate current status and predicted failure risk of operational and nonoperational assets. Without the addition of the Apellix Opus X this could be a dirty, dangerous and time-consuming job. For example, API 653 (and 650), EEMUA 159 (and 183), and NBIC-RCI-1 plus multiple visual inspection standards are just some of the standards UT inspectors may need to be aware of.
As the Opus X4 UT and other robotic systems can take many more measurements in a shorter timeframe than people, especially considering access to elevated areas, there are standards under development with NACE and SSPC, ASME and others for this new technology. This should be kept in mind as organizations look towards the future with digital twins and the digitation of maintenance systems.
Additional Data
In addition to the UT data collected during the flight of the Apellix Opus X4 UT system, high definition video was recorded, as were still photos of the UT probe tip in contact with the flare stack when the UT reading was being collected.